罩式炉GCr15钢球化退火工艺研究
2018-11-08
王莹莹 杨鹏远
(东北特钢集团大连高合金棒线材有限责任公司,辽宁大连,116105)
摘 要:HOE400/250罩式炉采用辐射加热和强制对流相结合,避免炉料温度出现局部过热.罩式炉主要由电加热外罩、工作底座、内罩及导流屏、冷却罩、阀座、微机控制中心组成.介绍罩式炉设备组成及主要技术参数.采用罩式炉对GCr15钢进行球化退火,选择GCr15钢球化退火的Z佳加热温度为780℃,保温时间4~5h,对采用普通缓冷球化退火和等温球化退火2种工艺处理的GCr15钢退火组织和硬度结果进行对比,采用等温球化退火工艺得到的球化组织级别在2.0~2.5级,组织均匀,硬度值191~198HB。
关键词:罩式炉;GCr15;轴承钢;碳化物;球化退火;热处理
高质量退火组织的获得是基于先进的热处理设备和合理的工艺制度。近年来,随着奥地利EBNER和德国LOI等公司世界一流装备技术的引进,保证了国内轴承钢盘条的球化退火质量,球化、硬度和脱碳等指标的合格率均接近100%。
奥地利EBNER公司的HOE400/250罩式炉采用辐射加热和强制对流传热相结合,避免了炉料温度出现局部过热的情况。炉温均匀后,炉料间的温差可保持在10℃内,从而确保组织的均匀转变,获得理想的组织和力学性能。同时,采用经过高度净化的氮气作为保护气氛,可有效防止钢材表面氧化和脱碳。
笔者以GCr15钢为例,研究其合理的球化退火工艺。GCr15钢主要用于制造各种轴承的滚珠、滚柱和套圈等。轴承在服役过程中承受极高的交变载荷,要求其具有较高的抗接触疲劳性能和耐磨性能,因此,轴承钢需具有隐晶回火马氏体+细小渗碳体颗粒组织。为获得需要的组织,要求轴承钢具有良好的球化珠光体组织。分别采用普通缓冷球化退火和等温球化退火工艺对GCr15钢进行处理,研究GCr15钢球化退火的行为,探索适合GCr15钢盘条的合理球化退火工艺制度。
1 罩式炉设备组成及退火原理
1.1设备组成及主要参数
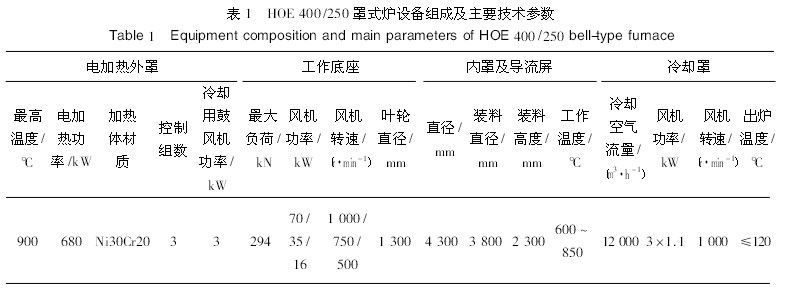
HOE400/250罩式炉结构如图1所示,罩式炉主要由1个电加热外罩、2个工作底座、2个内罩及导流屏、1个冷却罩、2个阀座、1个微机控制中心组成。其中阀座保温阶段和控冷阶段温差:±10℃,微机控制中心由西门子S5—150S编程逻辑控制器控制,HOE400/250罩式炉设备主要参数见表1。
HOE400/250罩式炉采用镍铬合金的电阻丝加热,炉内传热方式包括内罩与盘条的辐射换热、保护气体与盘条及内罩的对流换热和盘条内部传热3种。退火过程中,通过转速1000r/min的高温循环风机,形成炉内保护气体的强对流循环状态,大大提高了加热效率和炉温均匀性,也可以实现非常匀速的缓冷,完全满足GCr15钢球化退火的要求。
1.2退火工作原理
罩式炉主要用于对轴承钢和弹簧钢进行退火处理,其目的是降低钢材的硬度,改善切削加工性能,获得需要的组织。
以GCr15钢的球化退火为例,GCr15钢的Ac1为745℃,Acm为900℃,Ar1为700℃。760℃是球化退火温度的下限,奥氏体晶粒内微区域成分均匀化温度为840~850℃,即在加热温度的上限。GCr15钢的原始组织为片状珠光体,硬度较高,当其被加热到稍高于760℃时,片状珠光体开始向奥氏体转变,渗碳体片开始溶解,但由于温度低,未能完全溶解,扩散速度也比较缓慢,因此片状渗碳体将逐步转变为许多细小的链状或点状形式,弥散地分布于奥氏体基体上。同时,由于加热温度较低,扩散较慢,奥氏体的成分也不均匀。在随后的缓冷过程中,或以未溶的碳化物小质点为核心,或以奥氏体中富碳区产生的碳化物为核心,不断均匀地析出碳化物。由于球状碳化物的界面积比片状碳化物的界面积小,比较稳定,所以形成球状碳化物需要的界面能也较小,由于球化退火采用的冷却速度缓慢,有充分的扩散时间,所以析出的碳化物是球状小颗粒,在缓冷过程中或等温过程中随时间的延长而聚集长大,Z后GCr15钢的硬度降低为179~207HB。
2 GCr15钢球化退火工艺参数的确定
2.1加热温度
球化退火工艺是将钢加热到Ac1以上20~30℃保温,GCr15钢的Ac1为745℃,故在760~840℃退火可以得到粒状珠光体,但是加热温度低于760℃,溶于奥氏体中片状珠光体的化学成分不均匀,冷却过程中点状碳化物在高温停留时间短,来不及长大,表现为细小的粒状和少量密集点状堆积。加热温度高于850℃,碳化物溶解过多,奥氏体成分均匀化,冷却时会出现粗片状珠光体和少量粗粒状碳化物。为了得到理想的金相组织及合适的硬度值,每台设备均有Z佳退火温度。罩式炉GCr15钢球化退火的Z佳加热温度为780℃,此时退火组织2.0级及2.5级占99%,退火后平均硬度196HB,硬度均匀且全部合格。
2.2保温时间
对HOE400/250罩式炉进行测定,装炉量在20t左右,升温时间为7~8h时,炉内盘条心部均温时间约2h,保温时间不足会使组织中球状珠光体变小,因此奥氏体化应选择适当的保温时间才能达到良好的球化效果,实际生产中保温时间约为4~5h。
2.3冷却速度
退火的冷却方式一般分为缓冷型和等温型2种。缓冷型适用于装炉量大,操作方便,但生产周期长;等温型则适用于滚动轴承钢等难以球化且球化质量要求高的钢。
缓冷型必须采用非常缓慢的冷却速度如15~20℃/h才能使奥氏体在连续冷却过程中完成珠光体转变,否则会形成马氏体组织,使钢变硬,无法进行切削加工。而冷却速度低在实际生产条件下很难实现,即使能够实现,生产周期长,极不经济。
等温型是快冷至适当温度保温,温度略低于Ar1,一般冷却速度≤30℃/h,使奥氏体在此温度下进行等温转变形成珠光体。由于快冷过冷度大,析出的碳化物相对弥散、细小,在保温过程中得到细小均匀分布的球化物,这样可以使奥氏体转变为珠光体,完成转变所需时间较短,缩短生产周期。等温型冷却形成的组织比较均匀,并能严格地控制退火后的硬度。
通过研究等温转变温度即珠光体转变温度对球化过程的影响规律,发现若将等温转变温度降低,即使在奥氏体中有大量的未溶碳化物,也将导致大量的片状珠光体形成,因此珠光体在较高的温度下长时间保温对球化组织的形成也很重要。为此笔者做了一个对比试验,将轴承钢在780℃加热2h后在不同的温度下等温2h,然后以20℃/h冷却至660℃下再空冷的试验,等温转变温度分别为660,680,700,720℃下的硬度值分别为220,204,198,195HB。在720℃等温球化退火比较合理。
3 2种GCr15钢球化退火工艺对比
3.1工艺要点对比
采用缓冷型冷却方式的普通球火退火工艺要点:以15~20℃/h的缓慢冷却速度随炉冷却。
采用等温型冷却方式的等温球化退火工艺要点:选择稍高于Ac1的奥氏体化温度;选择尽可能高的等温温度;足够长的等温时间,使转变和球化完成。
3.2工艺曲线对比
操作规程中所采用的GCr15钢普通球化退火工艺曲线如图2所示,试验研究的等温球化退火工艺曲线如图3所示。
由图2可以看出,普通球化退火曲线包括2个阶段:奥氏体化加热和保温;以15~20℃/h炉冷缓冷至一定温度出炉空冷。
由图3可以看出,等温球化退火曲线包括3个阶段:奥氏体化加热和保温;速冷至等温温度保温一定时间;降至一定温度出炉空冷。
3.3退火后组织和硬度结果对比
3.3.1试验过程
选择GCr15钢盘条截成长度约为20cm的28支试验料棒,将28支料棒分成2组,每组14支系在即将球化退火的14盘GCr15钢盘条的中间部位,分别执行上述普通球化退火工艺和等温球化退火工艺。退火结束后,对其取样进行硬度和组织检验。
3.3.2试验结果
经2种工艺处理后的硬度和球化组织级别见表2。
由表2可知,采用2种球化退火工艺得到的组织和硬度结果满足标准要求,2种工艺曲线都是适宜的。采用等温球化退火工艺得到的球化组织级别在2.0~2.5级,组织均匀;硬度值在191~198HB,平均值为194HB,符合GB/T18254—2002要求的球化组织级别2~4级,硬度179~207HB,由表2可以看出此工艺能够严格控制退火后的硬度,硬度值波动较小。而普通球化退火工艺球化组织级别出现3.0~3.5级;硬度值相差较大,波动范围183~202HB。等温球化退火工艺在组织和硬度的均匀性方面较普通球化退火优势更明显。
4 结论
罩式炉采用辐射加热和强制对流传热相结合,炉温均匀性好,氮气保护气氛可有效防止钢材表面氧化和脱碳。
奥氏体化温度的选择对GCr15钢球化退火效果起着决定性作用。过高或过低的加热温度均得不到正常的球化组织。罩式炉GCr15钢球化退火的Z佳加热温度为780℃。
奥氏体化保温时间对GCr15钢球化退火效果有影响,保温时间不足会使组织中球状珠光体变小,因此奥氏体化应选择适当的保温时间才能使球化效果更加良好,保温时间约为4~5h。
等温球化退火的等温温度选择720℃是合理的。等温球化退火工艺在组织和硬度的均匀性方面较普通球化退火优势更明显。
来源:《金属制品》
.png) 快速链接:
快速链接:
.png "安庆永益机械机械有限公司")

.png "安庆永益机械机械有限公司")






.png) 联系我们
联系我们
.png) 快速链接
快速链接
.jpg) 微信公众号
微信公众号

.png) 手机客户端
手机客户端
