一起立磨选粉机振动大的问题处理及分析
2018-11-13
鄂刚
(唐山冀东装备工程股份有限公司)
湖北省崇阳县昌化实业有限公司生料粉磨采用JLM-40A.4立磨,立磨选粉机采用固定导风叶片组和笼式转子结构的组合形式,选粉电动机采用变频电动机,调频为0~50Hz。2014年10月立磨单机调试时,选粉机出现以下症状:变频电动机在10Hz时,整体振动较小;20Hz时,选粉机减速机振动明显增加;30Hz时,减速机出现明显抖动;40Hz时,减速机出现大幅度抖动,减速机与主轴部分联轴器处出现椭圆形的旋转轨迹。期间转子未出现明显剐蹭,声音未现明显异音。选粉机不能继续试车运行,在录制了一段现场运行视频后,停止了试车。
1 问题分析
在对可能引起选粉机振动的各原因排查分析后,初步认为问题应该是主轴上轴承(推力调心辊子轴承)游隙过大,或者轴承活动端未安装到位,悬空造成了椭圆形旋转轨迹。
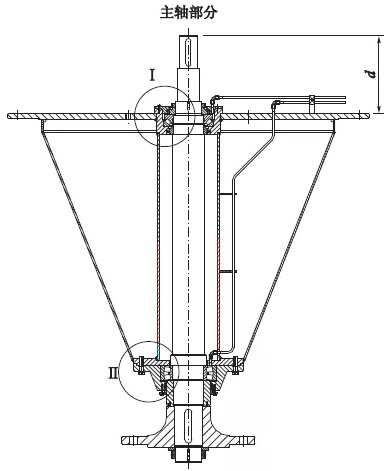
拆卸相关构件,测量上轴承座上表面到上轴承内圈(活动端)上表面距离尺寸a(见图1),四点测量结果均为34mm,而图纸表明此数应为37mm。由此可断定上轴承内圈可能处于悬浮状态,未安装到位。
图1 立磨选粉机支承结构
2 问题处理
由于主轴部分已经安装到位,计划投料时间已经临近,对设备作了现场紧急处理。在下轴承座外凸面加5mm石棉橡胶垫,这样下轴承座带着下轴承和主轴一起下降4mm,使上轴承内圈到位。
实际处理过程:
将下轴承座和主轴支架的连接螺栓及垫片松6mm,此时主轴部分联轴器端未出现明显下降。用小铁锤敲打下轴承座和主轴支架结合面,主轴部分联轴器端出现轻微下降;用扁铲沿结合面敲打,主轴部分联轴器端出现明显的下降。测量尺寸a为37mm。制作5mm的耐热石棉橡胶垫,上下表面涂抹一层耐热平面密封胶,插入下轴承座外凸面和主轴支架结合面,拧紧螺栓。复查轴承座上表面距上轴承内圈上表面距离仍为37mm。
再次试车,选粉机在0~50Hz,转动平稳,整体振动较小,测减速机壳体振动均为0.5mm/s左右,顺利通过单机试车验收。后在投料运行中,选粉机运行始终正常。
3 问题的深度解析及处理
对问题深度分析,认为造成上轴承内圈处于悬浮状态的具体原因有以下几点:
①主轴部分设计存在缺陷,上轴承内圈活动量预留尺寸过小,主轴、主轴支架等综合制造误差过大;
②安装过程中上轴承未安装到位,未按照图纸对a处尺寸核查;
③运输及安装过程时,主轴部分转子端受到较大外力影响,主轴和上轴承内圈一起向上移动,安装后没有归位。
为杜绝以后此类事件的再次发生,从设计、组装及现场安装指导,做出了以下相应的处理:
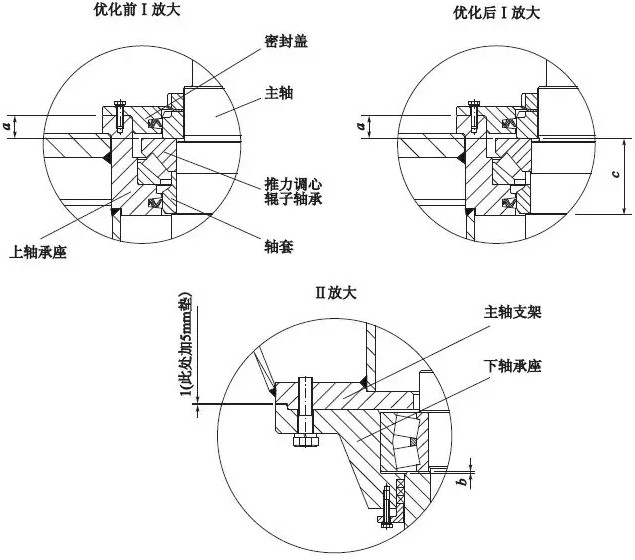
①原设计考虑在车间组装,上轴承内圈轴套、主轴组装后穿入主轴轴架,轴套由主轴轴肩定位,上轴承靠内圈下部小圆端面与轴套端面定位。但由于推力调心辊子轴承内圈轴向尺寸是轴承厂家自行设计确定的,国内外厂家尺寸不都一样,导致每次轴套的尺寸都需要重新校对。当多台立磨同时组装,根据用户要求使用不同厂家轴承时,轴套容易出错。当轴套尺寸偏长时,为保证尺寸a,下部轴承下端面到下轴承座端面的尺寸b就相应较少,如尺寸b完全耗尽,上轴承内圈就会处于悬浮状态。
为避免以上现象发生,将轴套轴向尺寸减小,使轴套上端面不与上轴承内圈接触(见优化后I)。由于推力调心辊子轴承内圈上端面与外圈(固定端)下端面尺寸国标中有明确指定,所以选不同厂家测轴承时,推力调心辊子轴承内圈上端面到主轴轴肩处尺寸c可当做固定参考值,车间组装时按c尺寸组装。同时将尺寸b加大到10mm,彻底消除累计误差的影响。
主轴部分组装至密封盖前,测量a处尺寸37mm。小于37mm说明上轴承未组装到位,需检查原因、重新组装。如大于37mm较小时(0~3mm),可事先通知现场组装人员通过调整减速机底座垫片、主轴部分与出料壳体之间垫片调整,保证转子顶部与壳体间隙,保证减速机与主轴部分之间十字块联轴器的间隙;大于37mm较大时(3mm以上),判定为不合格,应查找原因,重新组装。
②主轴部分车间组装完毕合格后,标出尺寸a、尺寸d(主轴上端面到主轴轴架端面距离)。现场组装前,可先测量尺寸d,如尺寸d等于或略小于502mm时,可继续安装;如尺寸d大于502mm时,拆卸密封盖,测量尺寸a,处理办法同上。立磨使用厂家以后在对主轴检修后,也可通过此类步骤检查校核。
来源:《水泥》2015年06期
.png) 快速链接:
快速链接:
.png "安庆永益机械机械有限公司")

.png "安庆永益机械机械有限公司")


.png) 联系我们
联系我们
.png) 快速链接
快速链接
.jpg) 微信公众号
微信公众号

.png) 手机客户端
手机客户端
