电机轴失效分析
2019-04-17
1.背景介绍
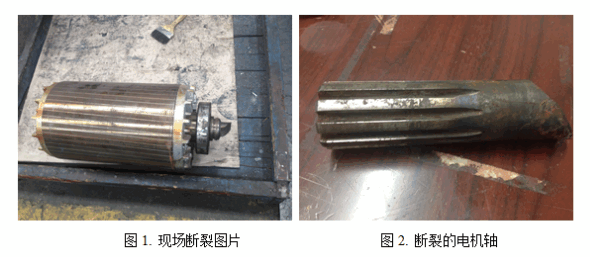
某型主电机搭载公交车上,运行约14万千米后,电机轴断裂。为找出断裂原因,给改善产品质量提供依据,需做失效分析。考虑到靠端盖的残余段顶部在断后被人为敲击(图1),而断裂分离出的大断件断后未受敲击(图2),因此,失效分析将大断件列为主要分析对象,残余断件做参考。
2 检查分析
2.1外观观查
如图3所示,电机轴断口有锈迹,断口右侧顶部局部外翻,是碰撞变形痕迹,断口周边没有断前塑性变形和高温氧化色。断面与轴线大致呈45°角,断口形貌可区分为A-裂纹源区,B-裂纹扩展区,和C-Z后快速断裂区三个区域。其中在B-裂纹扩展区域有清晰可见的疲劳扩展条带,疲劳源区与疲劳扩展区面积略大于整个断口面积的1/2。随着疲劳裂纹扩展,疲劳弧线法线方向按顺时针方向发生偏转,为弯曲扭转疲劳断裂特征。
如图4所示,检查轴侧面与裂纹源区对应位置,在矩形框内发现有凹坑。
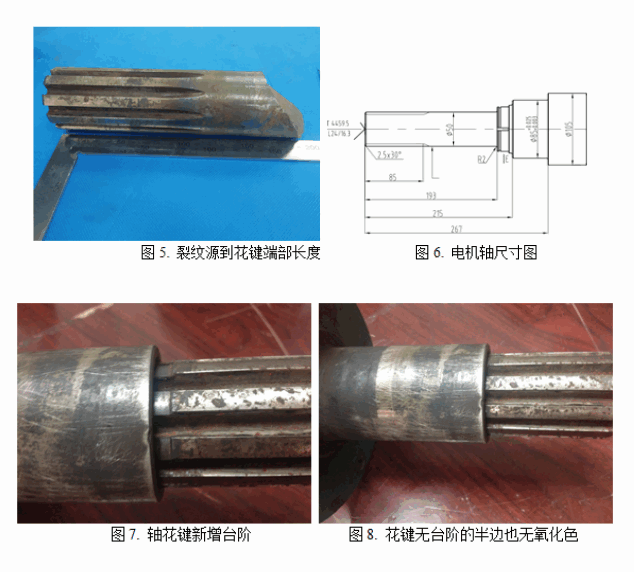
如图5所示,疲劳裂纹源区所在轴向长度离花键端面约193毫米,刚好在电机轴几何台阶附近(图6)。台阶位置因几何形状突变,应力集中较大,本身是危险断裂区。
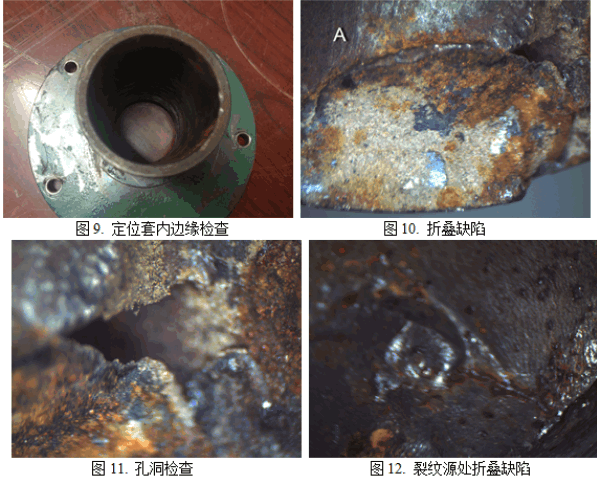
如图7所示,断轴有四条花键在定位套外边缘位置出现台阶,并且有台阶的区域表面高温氧化,且台阶表面压痕与定位套内边缘轮廓吻合;而定位套边缘没有台阶的半周则没有高温氧化痕迹(如图8)。
根据以上描述,再检查定位套内边缘,局部区域也有压伤痕迹(图9)。自此确定轴花键上的新增台阶是被定位套内边缘挤压出来的。
2.2显微检查
如图10所示,次表面位置A所在区域发散条纹Z后收敛于图中的折叠缺陷,确认折叠缺陷是疲劳裂纹源。对折叠缺陷右上方孔洞,即图4中的凹坑缺陷放大检查(如图11),发现孔洞两侧颜色不同,折叠表面是高温氧化色,没有新断面,孔洞两侧轮廓不匹配,是在出厂前就存在的缺陷。
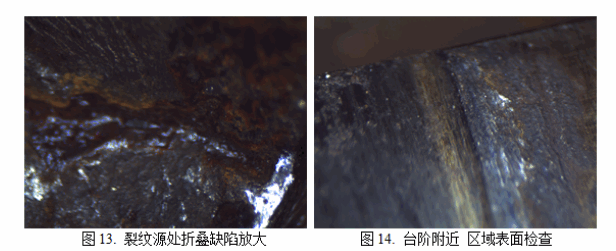
检查靠盖板半边断口形貌,在对应位置同样发现有折叠的缺陷特征(图12、13)。
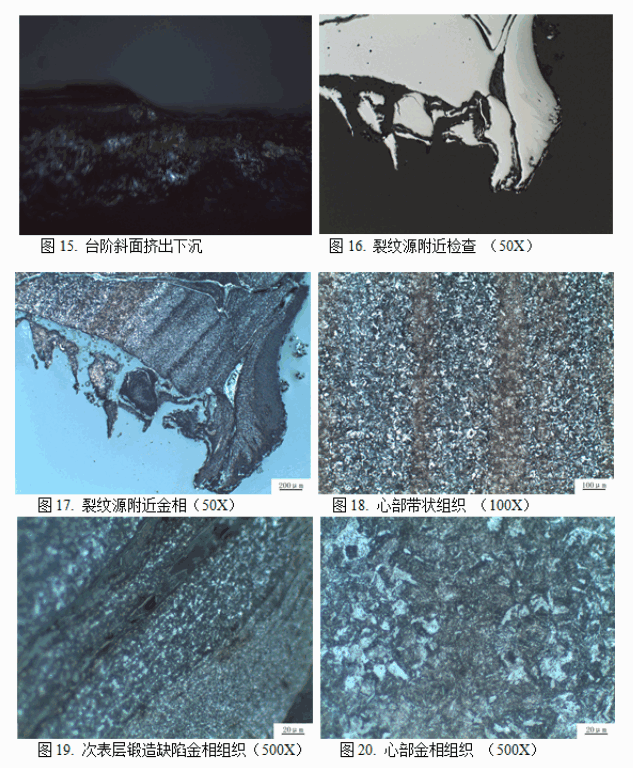
如图14所示,键槽表面新增台阶两侧没有磨痕。检查台阶侧面(图15),台阶斜面大约与花键轴表面呈150°夹角。台阶右侧,即朝向端盖的花键表面下沉,并且越靠近台阶处,下沉越大,在花键轴端部恢复原始表面高度,即表面是倾斜的。这与挤出特征相吻合。
2.2硬度试验
对主轴切片,检验心部和表面淬火层硬度。心部硬度HV1在314~324.5区间;表层淬硬层HV1硬度在485.9~503之间。硬度符合电机轴使用要求。
2.3金相检查
在裂纹源附近的折叠缺陷处纵向取样,抛光后未腐蚀检查,在开裂处有氧化物(图16)。腐蚀后检查,次表层内开裂处边缘白色组织是严重脱碳层组织(图17),据此推断此处裂纹是锻造裂纹。
在100X下检查心部金相组织(图18),发现有明显的带状组织,按GB/T13299评定带状组织级别为3级。在裂纹源附近的锻造缺陷处检查(图19),发现早期开裂位置是在带状组织的界面上,裂口两边有金属流线特征。
轴心部组织主要为块状F+B,由于存在带状组织,导致热处理组织不均匀(图20)。
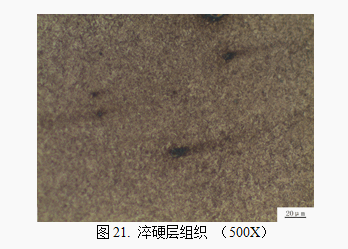
在裂纹源附近横向取样,检查淬硬层深4.5毫米,组织为隐晶M+细小块状F。
2.4EDS微区成分探测
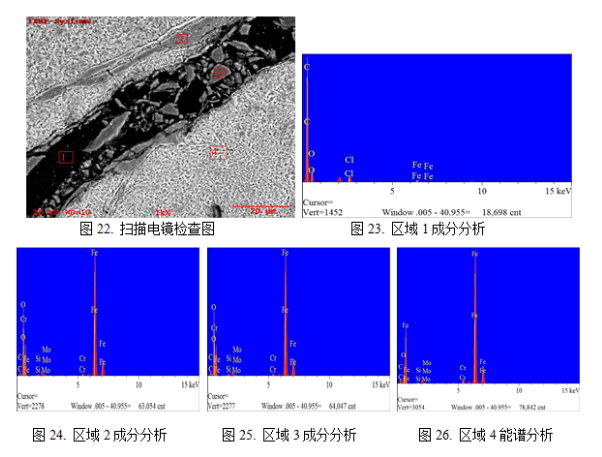
图22是对图19中的锻造缺陷作扫描电镜图像,标示有1、2、3、4的微小区域是EDS能谱分析探测范围。
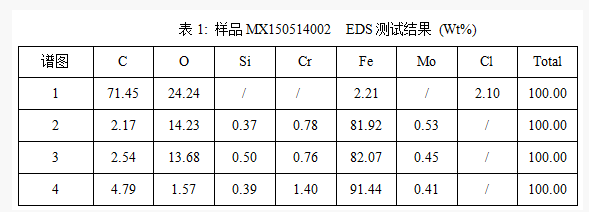
图23~26依次为对微区1~4的EDS能谱分析图,表1为分析结果。综合来看,区1主要是非金属成分;区2和区3成分相近,主要是金属氧化物成分;区4是基体金属成分。
EDS分析结果证明在次表层位置出现的裂纹,内部已经严重氧化,是锻造不当造成的。
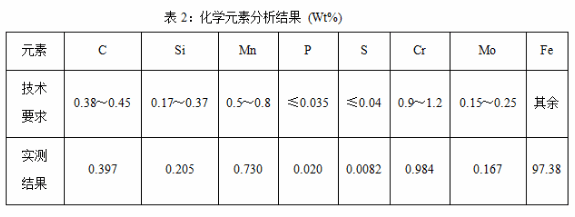
2.5化学成分分析
采用直读光谱仪检查材料化学成分,分析结果见表2,所有元素含量都在42CrMo正常范围内,没有出现错料现象。
3 理论分析
3.1轴断裂原因分析
电动机工作过程中,电机轴主要受扭矩力和自身重力向下的弯曲力矩作用,在轴表面应力Z大,疲劳裂纹倾向于在轴表面或次表面位置产生。电机轴台阶位置,由于几何突变,应力集中大,是危险断裂区。当存在折叠缺陷等锻造缺陷时,疲劳强度显著降低,特别是在台阶部位的折叠缺陷,导致电机主轴过早产生疲劳裂纹。
当主轴材料内部有带状组织缺陷时,材料成分和组织不均匀,F含量少的条带夹在塑性较好的高F条带之间,脆性大,容易开裂。材料横向机械性能比纵向机械性能低很多,疲劳裂纹在弯曲力和扭力横向作用下,快速扩展,发生断裂。
4 结论
次表面折叠缺陷降低电机主轴的表面强度,电机主轴工作过程中,在弯矩力与扭矩力共同作用下,在次表面折叠缺陷位置过早产生疲劳裂纹。材料内部的带状组织对疲劳裂纹产生和扩展起促进作用。
.png) 快速链接:
快速链接:
.png "安庆永益机械机械有限公司")

.png "安庆永益机械机械有限公司")



.png) 联系我们
联系我们
.png) 快速链接
快速链接
.jpg) 微信公众号
微信公众号

.png) 手机客户端
手机客户端
