消除大型丝杠的热胀冷缩误差
2019-05-31
在很多大型、高精度自动化机械中,大量使用滚珠丝杠配合线性导轨的移动载台或机构(图1),而大型滚珠丝杠存在的热胀冷缩,有可能达到200μm以上的误差。这对于类似TFF-LCD产业,以及精密半导体制造产业是不能接受的,特别是在以影像系统自动定位的机台由冷机到热机转换过程中,由热胀冷缩现象产生的误差所造成的错位、偏移等将严重影响产品精度与品质。
利用KEYENCE LB-70系列激光位移传感器实时检测滚珠丝杠的热胀冷缩变化量,将补偿值反馈给PLC,通过补偿计算将这一变化量计算在内,从而实现滚珠丝杠的零误差。
一、滚珠丝杠热胀冷缩量分析
对于较大型的滚珠丝杠都考虑了热胀冷缩问题,例如THK、CKD等系列丝杠,一般采用一端固定(连接马达一端),另一端可以伸缩的方式。因此,移动载台在丝杠靠近马达的近端与远端所受的影响也就不一样。近端累积的变化量较小,对产品的精度影响也较小,而远端由于累积了整个丝杠的膨胀变化量,故对产品精度的影响很大(图2)。
二、LB-70系列激光位移传感器
1.激光位移传感器
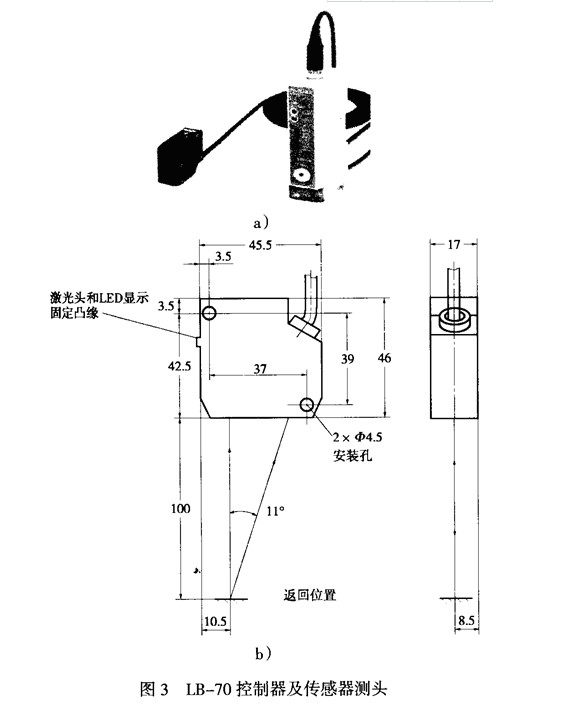
KEYENCE LB-70系列激光位移传感器具有2μm的高解析度,0.15ms的快速反应时间,精确到0V的设定,以及可以进行长距离测量。图3a为激光控制器和LB-11 laser head的外形图。
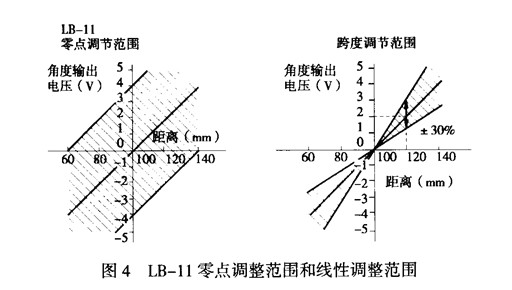
图4为LB-11 laser head的零点调整范围和线性调整范围。其他具体说明及设定操作方法可见KEYENCE传感器操作手册。
2.检测原理
设定0V电位后,通过从感测头发出的激光检测目标物距离的变化转换成直流电压输出,然后在PLC模组中增加一块模数转换模块,从而将实时电压变化转变为距离变化。
三、改善方案说明
1.设定方法
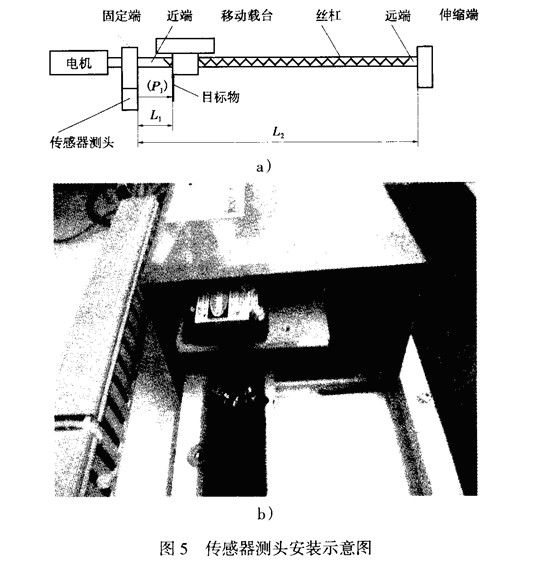
将传感器测头固定于机台固定座上(马达侧),反光挡片作为目标物固定于移动载台上监测膨胀量变化(图5)。在L1(0mm<l1<100mm)处设定位移检测点P1(尽量选取在产品生产过程中载台需要移动到的点,避免增加循环时间),在冷机状态下调整此时的输出电压至0V(即无膨胀量变化),产品正常生产过程中PLC控制载台移动到P1点时进行数据采集,记录此时P1点的膨胀量S1,则可根据公式(1)换算出其他位移点的膨胀量Sn。
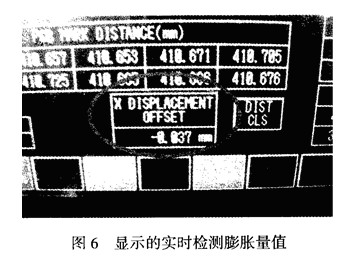
将膨胀量S。通过PLC中的各种运算关系计算到位移量中(进行补偿计算),即可将各种温度及位置点的膨胀量对产品精度的影响消除掉。图6为显示在人机界面上的实时检测膨胀量值。
此方案已在TFT-LCD制造行业中得到成功实践,效果很好。
.png) 快速链接:
快速链接:
.png "安庆永益机械机械有限公司")

.png "安庆永益机械机械有限公司")




.png) 联系我们
联系我们
.png) 快速链接
快速链接
.jpg) 微信公众号
微信公众号

.png) 手机客户端
手机客户端
